
φ75以上給水管材若采用橡膠密封圈連接時,管材承口端均需擴口。管材承口擴口使用全自動塑料管材擴口機來完成。在使用塑料管材擴口機前,根據(jù)所生產(chǎn)管材的規(guī)格先安裝相對應(yīng)的擴口專用模頭,接好輸油管、冷卻水管和輸氣管,安裝專用卡具,設(shè)定加熱溫度、加熱時間、成型時間、冷卻時間等關(guān)鍵性數(shù)據(jù),先用相同型號的管材進行試擴口,根據(jù)擴口成型情況進行數(shù)據(jù)修定調(diào)整,直至試擴口管材擴口合格。將塑料管材擴口機手動/全自動旋鈕旋至全自動方位,再將行星切割機切割下的合格管材輸送到擴口機的自動輸送線上,越過光電開關(guān),管材擴口機便會自動完成管材輸送——加熱——輸送——卡緊——擴口成型——冷卻——卡松——輸送——翻轉(zhuǎn)等
多道工序進入成品架,然后由包裝檢驗人員裝上橡膠密封圈,清理完管材內(nèi)壁殘留塑料切屑,包裝下線入庫。全自動塑料管材擴口機擴口關(guān)鍵性數(shù)據(jù)設(shè)置范圍見表5,并允許以擴口過程獲得首檢合格產(chǎn)品為準,進行數(shù)據(jù)設(shè)置和調(diào)整。塑料管材擴口關(guān)鍵性數(shù)據(jù)設(shè)置范圍 節(jié)能加熱圈
管材外徑 (mm) | 加熱時間 (min) | 加熱電流 (A) | 加熱溫度 (℃) | 成型時間 (min) | 冷卻時間 (min) |
φ75-φ110 | 1-3 | 1-3 | 275-300 | 0.5-1.0 | 2-4 |
φ160-φ200 | 2-6 | 1-3 | 280-310 | 0.5-1.5 | 4-6 |
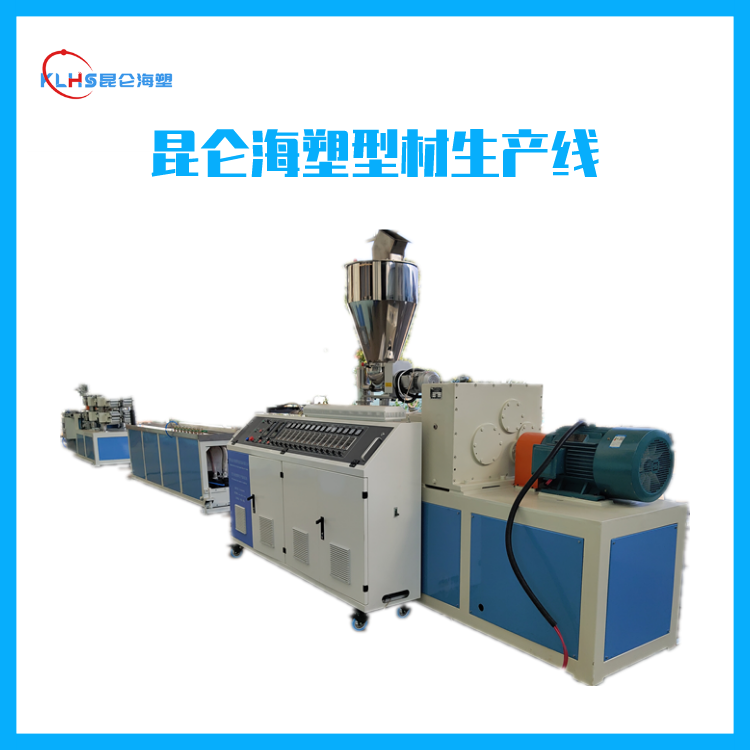
青島昆侖海塑專業(yè)生產(chǎn)各類塑料管材生產(chǎn)線、片材生產(chǎn)線、型材生產(chǎn)線,產(chǎn)品質(zhì)量穩(wěn)定,高效生產(chǎn),產(chǎn)品遠銷海內(nèi)外。
上一篇: 管材擠出機安全注意事項
下一篇: 各種型號擠出機擠出速度參考
Copyright ? 2020 青島昆侖海塑智能裝備有限公司 版權(quán)所有 魯ICP備2025175070號-1 技術(shù)支持:海誠互聯(lián)
